信息来源于:互联网 发布于:2022-11-07
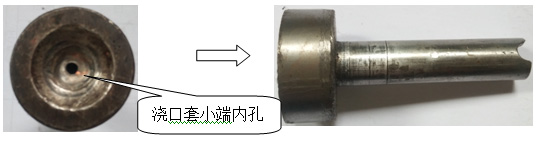
浇口套又称之为主浇口衬套或是灌嘴,是熔融状塑胶进入模具型腔的通道,起连接注塑机与模具的作用.浇口套与射出机射嘴处于同一中心位置.
浇口套内料头断于其内,不易取出.
模具方面
一.浇口套小端内孔口部变形.
原因:因浇口套弧面经常受到射嘴的撞击,导致小端口内凹,产生倒扣.
对策:小端口用锥形金钢锉进行小端口口部的修整.
二.浇口套锥形内孔有倒扣.
原因一:有时人为因素,取出料头时,碰伤到锥形内孔的内壁,产生倒扣.
对策一:用锥形金钢锉对内孔进行修整并用砂纸抛光或更换新的浇口套.
原因二:拉料顶针断裂或变形之后碰伤到锥形内孔的内壁,产生倒扣.
对策二:锥形金钢锉对内孔进行修整并用砂纸抛光或更换新的浇口套.
原因三:锥形内孔内壁有物料的附着物或异物.
对策三:清洁浇口套锥形内孔内壁并抛光.
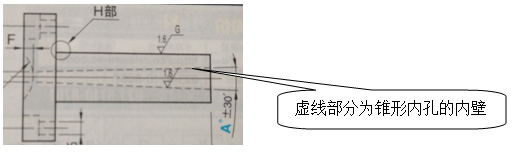
三.浇口套锥形内孔光洁度不够.
原因:锥形内孔有机加工痕迹未抛光到位或是被物料所冲蚀、气体腐蚀.
对策:用锥形金钢锉对内孔进行修整并用砂纸抛光或更换新的浇口套.
四.浇口套大端口部变形.
对策:用锥形金钢锉对大端口部进行修整并用砂纸抛光或更换新的浇口套.

五.浇口套锥形内孔裂开.
对策:更换新的浇口套.
六.浇口套与射嘴弧面不吻合.
原因:因为弧面不吻合,导致漏料,漏料产生阻力.
对策:更换新的浇口套.
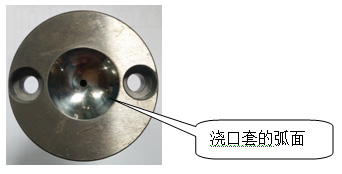
七 . 浇口套或射嘴弧面有损伤.
原因:因为弧面损伤后造成不吻合,导致漏料,漏料产生阻力.
对策:更换新的浇口套或射嘴.
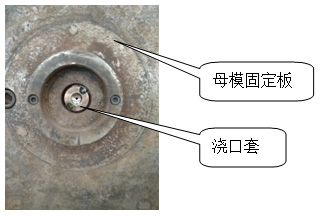
八 . 浇口套与射嘴不同中心.
原因:因为不同心,造成料头的中心错位,产生阻力.
对策一:调整射座上下、左右的位置,保持两者处于同一中心位置.
对策二:母模板固定浇口套孔与浇口套外径配合间隙太大,加工母模板固定浇口套孔尺寸控制在正0.1mm以内.
九 . 浇口套小端内孔比射嘴孔小.
原因:因为射嘴孔必须比浇口套小端的内孔小0.5至1.0mm.如反之,脱
模时就会产生阻力.
对策:更换新的浇口套.
十 . 浇口套外径与与母模仁配合孔有间隙.
原因:因为有间隙所以产生毛边,毛边产生阻力.
对策:如浇口套磨损,更换新的浇口套或浇口套磨损处焊补后重配.
如母模仁内孔磨损,重新加大后再配一个新的大浇口套或在母模仁上加工一个与浇口套配合的镶件.
十一 . 公模拉料销断.
原因:拉料销有拉料且有推出料头作用,经常频繁受力,容易因此而断裂.
对策:重制一支新的拉料销更换上.
十二 . 公模拉料销拉力不足.
原因:当拉料销的力量不足以拉动主浇口料头.
对策一:加大拉料销的角度,重制一支新的拉料销更换上.
对策二:公模仁上(顶针上方)加工窄槽以拉住主浇口料头.
机台方面
一.原因:产品冷却时间不足.
对策 : 延长冷却时间.
二.原因:射嘴的加热圈加热异常.
对策一 : 检查加热圈线头是否松脱,如是松脱重新固定.
对策二 : 加热圈不加热,更换加热圈.
除此之外物料选用错误也是料头脱料不良的一个原因.